
Slikanje, protikorozijska in optična obdelava karoserij avtomobilov
Vsebina
- Slikanje po prenovi
- Mletje
- čiščenje
- Tesnjenje
- Vzroki in preprečevanje pomanjkljivosti zapolnitve
- izvedba
- kamuflaža
- Risba
- Vzroki in preprečevanje napak pri nanašanju temeljnih premazov po barve
- Vzroki in preprečevanje poroke z dvoslojnim in troslojnim slikanjem
- Vrste barv
- Slikanje s pršenjem
- Popravilo karoserije
 Slikanje avtomobila ima dve glavni funkciji. Z vidika delovanja je zaščita pomembnejša, ko barva ščiti površino telesa pred škodljivimi zunanjimi vplivi (agresivne snovi, voda, udarci kamnov ...). Za mnoge avtomobiliste pa je bolj pomemben estetski vtis barve, zato je barva vozila eno od pomembnih meril pri izbiri.
Slikanje avtomobila ima dve glavni funkciji. Z vidika delovanja je zaščita pomembnejša, ko barva ščiti površino telesa pred škodljivimi zunanjimi vplivi (agresivne snovi, voda, udarci kamnov ...). Za mnoge avtomobiliste pa je bolj pomemben estetski vtis barve, zato je barva vozila eno od pomembnih meril pri izbiri.
Lakiranje kot površinska obdelava izvira iz Kitajske in je vrhunec doseglo v vzhodni Aziji. Konjska vprega je pripomogla k razširitvi površine lakirnice na vozila. Takrat (18. stoletje) je veljal za javni prevoz, ki je kasneje šel skozi različne stopnje razvoja. Dolgo je bil osnova prvih avtomobilov. Do dvajsetega stoletja našega štetja so bili okvirji avtomobilov izdelani iz lesenega okvirja, ki je bil prekrit s sintetičnim usnjem. Le pokrov in odbijači so bili iz pločevine, ki jo je bilo treba pobarvati.
Prej so bili avtomobili ročno pobarvani s čopičem, kar je zahtevalo čas in kakovost slikarjevega dela. Ročno barvanje se že zelo dolgo izvaja v proizvodnji karoserij avtomobilov na tekočem traku. Sodobne tehnike lakiranja in novi materiali so pripomogli k povečanju avtomatizacije, zlasti pri industrijskem, serijskem lakiranju. Osnovna sprememba je bila izvedena v potopni kopeli, čemur so sledili posamezni postopki škropljenja z uporabo hidravlično krmiljenih robotov.
Prehod na kovinske trupe je pokazal še eno prednost pri barvanju - čas obdelave in sušenja se je bistveno skrajšal. Spremenila se je tudi slikarska tehnika. Začeli so ga barvati z nitrolakom, kar je povečalo število izdelanih delov. Čeprav je bil lak iz sintetične smole izumljen v tridesetih letih 30. stoletja, se je uporaba nitro laka v tovarnah in servisih nadaljevala vse do štiridesetih let prejšnjega stoletja. Vendar pa je obe obliki postopoma potisnila v ozadje nova tehnika - žganje.
Glavna naloga ročnega slikanja avtomobilov je popravilo, v manjši meri novo barvanje, pa tudi posebno barvanje in označevanje. Usposobljena izdelava mora slediti tehničnemu napredku v proizvodnji avtomobilov, zlasti spremembam karoserijskih materialov (več plastike, aluminija, različnih oblik, pocinkane pločevine) ali spremembam barve (nove barve, materiali na vodni osnovi) in s tem povezanim razvojem na področju popravil in barvalnih metod.
Slikanje po prenovi
V članku se bomo bolj posvetili barvanju že pobarvanih površin, t.j. brez barvanja novih delov, acc. avtomobilske karoserije. Lakiranje novih delov je znanje in izkušnje vsakega proizvajalca vozil in lahko rečemo, da je postopek lakiranja kot tak v veliki meri enak, razen začetnih korakov, ki vključujejo zaščito "surove" pločevine pred korozijo, kot je namakanje karoserije. v raztopini cinka.
Končni uporabniki vozila bolje razumejo tehnike barvanja po popravilu poškodovanega ali zamenjanega dela. Pri barvanju avtomobila po popravilu ne pozabite, da je končni videz odvisen od številnih dejavnikov. Ne le iz kakovostne izbire zaključnega premaza, ampak tudi iz celotnega procesa, ki se začne s pravilno in temeljito pripravo pločevine.
Slikarstvo, acc. Pripravljalna dela so sestavljena iz več faz:
- poliranje
- čiščenje
- zbijanje
- zastopanje,
- kamuflaža,
- lakiranje.
Mletje
Posebno pozornost je treba nameniti brušenju pločevine in posameznih vmesnih slojev, čeprav se včasih to zdi nepomembno ali celo manjše delovanje, pri katerem je potrebna le ravna površina.
Pri brušenju upoštevajte naslednje:
- Pravilna izbira brusnega papirja je odvisna od območja brušenja, ali brusimo staro / novo pločevino, jekleno pločevino, aluminij, plastiko.
- Pri brušenju vsakega naslednjega sloja mora biti zrnatost brusnega papirja tri stopinje drobnejša od prejšnje.
- Za pravilno brušenje počakajte, da topila popolnoma izhlapijo in se film posuši, sicer se bo material valjal pod papirjem.
- Po brušenju je treba površino popolnoma očistiti, odstraniti vse ostanke brušenja, soli in maščobo. Ne dotikajte se površine z golimi rokami.

čiščenje
Pred slikanjem po acc. tudi pred ponovnim nanašanjem tesnilne mase ali Pomembno je odstraniti vse onesnaževalce, kot so ostanki brušenja, ostanki soli iz vode in brusnega papirja, odvečna tesnilna masa v primeru dodatnega tesnjenja ali zaščite, mast iz rok, vsi ostanki (vključno s sledovi) različnih silikonskih izdelkov , če se uporabljajo.
Zato mora biti površina popolnoma čista in suha, sicer lahko pride do številnih napak; kraterji in širjenje barve, kasneje tudi razpokanje barve in mehurčki. Odprava teh napak je običajno nemogoča in zahteva popolno brušenje in ponovno barvanje površine. Čiščenje se izvaja na primer s čistilom, ki se nanese na površino v čisti suhi obliki. tudi papirnato brisačo. Čiščenje se med pripravo premaza večkrat ponovi.
Tesnjenje
Tesnjenje je najpogostejša metoda za izravnavo vdolbin in okvarjenih delov vozila. Na spodnji sliki je prikazan spoj ravnila s telesom, ki mora biti napolnjen s tesnilno maso. Običajno je okoli previsa s svinčnikom označeno mesto, kjer je potrebno nanesti polnilno tesnilo.

Kit nanesemo na površino s klasično lopatico na mestu, ki smo ga prej označili s svinčnikom. Tesnilo se nanaša na golo kovino, očiščeno z brušenjem, da se zagotovi zadostna trdota in trdnost, čeprav se morajo sodobne tesnilne mase trdno oprijeti katere koli podlage. Na naslednji sliki je površina pripravljena za nanašanje polnila. postopek tako imenovane oddaje.

Vzroki in preprečevanje pomanjkljivosti zapolnitve
Pike na zgornji plasti
 Razlogi:
Razlogi:
- preveč trdilca v polietilenski tesnilni masi,
- premalo mešanega trdilca v polietilenski tesnilni masi.
Odpravljanje napak:
- pesek na ploščo in ponovno zapremo.
Majhne luknje
 Razlogi:
Razlogi:
- nepravilno tesnjenje (prisotnost zraka ali predebele posamezne plasti),
- substrat ni dovolj suh,
- pretanka plast temeljnega premaza.
Preprečevanje napak:
- lopato je treba na tem mestu večkrat pritisniti, da se sprosti zrak,
- če tesnimo z večjo debelino, je potrebno nanesti več tankih plasti,
- temeljne materiale dobro posušite.
Odpravljanje napak:
- pesek na ploščo in ponovno zapremo.
Oznake kroženja
 Razlogi:
Razlogi:
- brušenje tesnilne mase z neprimernim (preveč grobim) brusnim papirjem,
- brušenje stare barve z neprimernim brusnim papirjem.
Preprečevanje napak:
- uporabite brusni papir z določeno velikostjo zrn (hrapavost),
- Velike utore obrusite s finim brusnim papirjem.
Odpravljanje napak:
- pesek na ploščo in ponovno zapremo.
izvedba
Nalivanje je pomemben potek dela pred nanosom nadlaka. Izziv je prekriti in nanesti tanko plast zelo majhnih, a vidnih izboklin in prask ter prekriti in izolirati natisnjena področja.
Za različne namene se uporabljajo različne vrste polnil:
- 2K polnilo na osnovi poliuretana / akrilata,
- debeloslojna (kompaktna) polnila,
- polnila na vodni osnovi,
- polnila mokro na mokro,
- polnilo za toniranje,
- prozorna polnila (Fillsealer).
kamuflaža
Pokriti morajo biti vsi nepobarvani deli in površine vozil, vključno z okrasnimi trakovi, ki se ne razgradijo ali razpadejo.
Zahteve:
- lepilni in prekrivni trakovi morajo biti odporni na vlago in hkrati toplotno odporni,
- papir mora biti neprepusten, da črnilo ne prodre skozi njega.

Risba
- Pred barvanjem segrejte vozilo na sobno temperaturo (18˚C).
- Barva in pripadajoče komponente (trdilec in razredčilo) morajo biti tudi pri sobni temperaturi.
- Trdota vode za mletje mora biti čim nižja. Preostalo mletje vode je treba previdno obrisati, saj lahko ostanki soli povzročijo nastanek mehurčkov na pobarvani površini.
- Stisnjen zrak mora biti suh in čist. Ločevalnik vode je treba redno prazniti.
- Če nimamo brizgalne kabine in barvamo v garaži, moramo biti še posebej pozorni na vlažnost zraka (na primer ne zalivajte tal in nato radiatorje vklopite do maksimuma). Če je vlaga previsoka, se ustrezno oblikujejo mehurčki. objemke acc. matirana barva. Enako je s prahom. Tla morajo biti čista in suha, pretok zraka pa čim manjši.
- Kabine za barvanje in sušilne omare morajo biti opremljene z dovodom svežega zraka, filtri za prah in odprtinami za paro, da se prepreči razmazovanje barve ali nabiranje prahu na barvi.
- Vsa brušena območja morajo biti ponovno zaščitena pred korozijo.
- Vsak paket ima navodila za uporabo v obliki piktogramov. Vsi podatki so podani za temperaturo uporabe 20 ° C. Če je temperatura višja ali nižja, je treba delovanje prilagoditi dejanskim razmeram. To je zelo pomembno za življenjsko dobo in sušenje, ki se lahko skrajša pri višjih temperaturah. pri nižji temperaturi, daljši od predpisane.
- Zelo pomembna je tudi relativna vlažnost, ki ne sme biti višja od 80%, saj to zelo upočasni sušenje in lahko povzroči tudi nepopolno sušenje barvnega filma. Tako bo za PE tesnila prišlo do lepljenja oz. zamašitev brusnega papirja, v 2K premazih, ki nastanejo zaradi mehurčkov zaradi reakcije z vodo. Pri uporabi večkomponentnih premazov in uporabi celotnega sistema za popravilo je treba uporabljati samo izdelke enega proizvajalca in upoštevati navodila, saj je to edini način za dosego želenih zmogljivosti. V nasprotnem primeru se lahko površina naguba. Ta napaka ni posledica neustrezne kakovosti materialov, ampak dejstva, da so materiali v sistemu nezdružljivi. V nekaterih primerih se gube ne pojavijo takoj, ampak šele po določenem času.
Vzroki in preprečevanje napak pri nanašanju temeljnih premazov po barve
Nastanek mehurčkov
 Razlogi:
Razlogi:
- premajhen čas prezračevanja med sloji,
- preveč debele plasti temeljnih premazov,
- ostanki vode po brušenju v vogalih, robovih, ovinkih,
- voda je pretežka za mletje,
- onesnažen stisnjen zrak,
- kondenzacija zaradi temperaturnih nihanj.
Preprečevanje napak:
- čas prezračevanja med plastmi mora biti najmanj 10 minut pri 20 ° C,
- ne dovolite, da se ostanki vode po brušenju posušijo, jih je treba obrisati,
- stisnjen zrak mora biti suh in čist.
Odpravljanje napak:
- pesek na ploščo in ponovno nanesite.
Slabo, skladno nezadosten oprijem na podlago
 Razlogi:
Razlogi:
- slabo pripravljena podlaga, sledi maščobe, prstni odtisi, prah,
- razredčitev materiala z neprimernim (neoriginalnim) razredčilom.
Popravek napak:
- pred barvanjem površino dobro očistite,
- uporaba predpisanih razredčil.
Odpravljanje napak:
- pesek na ploščo in ponovno nanesite.
Raztapljanje podlage
 Razlogi:
Razlogi:
- neposušena, neozdravljena prejšnja slika,
- plasti stare barve so predebele.
Preprečevanje napak:
- upoštevajte predpisani čas sušenja
- držite se predpisane debeline premaza
Odpravljanje napak:
- pesek na ploščo in ponovno nanesite
Vzroki in preprečevanje poroke z dvoslojnim in troslojnim slikanjem
Spotting
 Razlogi:
Razlogi:
- nezadovoljiva tehnika nanašanja (šoba, pritisk),
- premajhen čas prezračevanja,
- z uporabo napačnega razredčila,
- pobarvana površina ni na primerni temperaturi (prehladna, pretopla).
Preprečevanje napak:
- z uporabo predpisane tehnike nanašanja,
- z uporabo predpisanega razredčila,
- zagotavljanje primerne sobne temperature in površine za barvanje (18-20 ° C) in največje vlažnosti 40-60%.
Odpravljanje napak:
- obrusite na podlago in ponovno barvajte.
Kaplja
 Razlogi:
Razlogi:
- neprimerna viskoznost baze HYDRO,
- HYDRO Podlaga je predebela,
- neprimerna brizgalna pištola (šoba), tlak,
- prehladen material, prenizka osnovna ali sobna temperatura,
- z uporabo napačnega razredčila.
Preprečevanje napak:
- skladnost s tehničnimi navodili za uporabo,
- z uporabo ustrezne brizgalne pištole,
- predmet in material segrejemo na sobno temperaturo + 20 ° C,
- z uporabo predpisanega razredčila.
Odpravljanje napak:
- obrusite na podlago in ponovno barvajte.
Vrste barv
Neprozorne barve so primarne barve, ki se uporabljajo samostojno ali v kombinaciji z drugimi barvami za ustvarjanje novih odtenkov ali kot osnovni premaz za posebne odtenke in učinke. Zelo pogosto se uporabljajo s prozornimi barvami, ki neprozornim barvam dajo svetel odtenek glede na potrebe in zamisli, bodisi neposredno z mešanjem teh barv bodisi z nanašanjem prozornih plasti neposredno na neprozorno barvo. Priporočeni premer šobe pri uporabi neprozornih barv je 0,3 mm ali več. Če so barve bolj razredčene, lahko uporabite 0,2 mm šobo.
Prozorne barve prosojne barve s polsijajnim učinkom. Lahko jih mešamo z drugimi vrstami barv ali nanesemo neposredno na druge vrste barv. So vsestranski in se uporabljajo za doseganje velikega števila učinkov. Z mešanjem z drugimi vrstami lahko dosežete želeni odtenek. Na primer. Z mešanjem prozornih barv z aluminijevo barvo dosežemo metalizacijo katerega koli odtenka. Za ustvarjanje svetleče barve z bleščicami se mešajo prozorne barve in barve Hot Rod (omenjene spodaj). Transparentne barve lahko neprozornim barvam dodajo tudi rahel odtenek in tako ustvarijo nov odtenek po vaših željah. Barve se lahko zmešajo neposredno med seboj ali pa se nanesejo prozorno ali neprozorno. Priporočeni premer šobe pri uporabi prozornih barv je 0,3 mm ali več. Če so barve bolj razredčene, lahko uporabimo šobo premera 0,2 mm.
Fluorescentne barve prosojne, neonske barve s polsijajnim učinkom. Nanesejo se na belo podlago ali na svetlo podlago, ustvarjeno z neprozornimi ali prozornimi barvami. Fluorescentne barve so manj odporne na UV sevanje sončne svetlobe kot običajne barve. Zato potrebujejo lak z UV zaščito. Priporočeni premer šobe za fluorescentne barve je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0,2 mm.
Biserne barve Uporabljajo se lahko samostojno za učinek bisernega lesketa ali z drugimi barvami. Z mešanjem s prozornimi barvami lahko ustvarite bleščeče barve v svojem odtenku. Uporabljajo se tudi kot osnovni premazi za barve Candy, kar daje briljantno biserno barvo v različnih odtenkih. Za ustvarjanje sijajnega učinka se barva Candy nanese v dveh do štirih nanosih neposredno na biserno barvo. Priporočeni premer šobe za biserne barve je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0,2 mm.
Kovinski uporablja se samostojno ali v kombinaciji z drugimi barvami. Te barve najbolje izstopajo na temnem ozadju (črna je neprozorna barva). Uporabite jih lahko tudi kot osnovni premaz za prozorne ali sladkarije barve za ustvarjanje kovinskih odtenkov po meri, ki jih ustvarite z enostavnim nanosom dveh do štirih nanosov prozorne/sladkarske barve neposredno na kovino. Priporočen premer šobe za kovinske barve je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0,2 mm.
Mavrične barve Uporabljajo se lahko samostojno za ustvarjanje subtilnega učinka mavrice, ki povzroči spremembo barve, ko je izpostavljena svetlobi, ali kot podlago za druge vrste barv. Pogosto se uporabljajo kot podlak za prozorne ali sladkarije barve, s katerimi lahko ustvarijo lastne odtenke barv z mavričnim učinkom (z nanosom dveh do štirih nanosov prozorne/sladkarske barve neposredno na mavrično barvo). Priporočeni premer šobe za mavrične barve je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0,2 mm.
Barve Hi-Lite jih lahko uporabite na katerem koli barvnem ozadju, da dosežete izrazit učinek povečanja barve. Oblikovani so tako, da se v majhnih količinah nanesejo v enem do treh nanosih. Učinek spreminjanja barv je pri Hi-Lite barvah manj izrazit kot pri smaragdni seriji. Barve Hi-Lite so idealne za ustvarjanje subtilnega učinka poudarjanja, ki ga je najbolje videti pri dnevni svetlobi ali neposredni umetni svetlobi. Barve lahko mešamo neposredno s prozornimi barvami. Posledično se bo barva zlahka spremenila. Pretirano mešanje barv bo izgubilo ta učinek in barve bodo dobile mlečno pastelni učinek. Barve Hi-Lite zelo dobro izstopajo na temnem ozadju, kot je neprozorna črna. Priporočeni premer šobe za barve Hi-Lite je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0,2 mm.
Smaragdne barve To so barve s posebnim pigmentom, ki deluje na podlagi lomnih kotov, kar vodi do močne spremembe barvnega odtenka. Smaragdne barve dramatično spremenijo svojo barvo, odvisno od kota osvetlitve. Te barve najbolje izstopajo na temnem ozadju (neprozorna črna). Ta odtenek nastane z nanosom enega do dveh tankih slojev temne osnovne barve, ki ji sledijo dva do štiri sloje smaragdne barve. Redčenje teh barv ni priporočljivo, po potrebi pa razredčilo dodamo le v majhnih odmerkih, da se izognemo redčenju barve. Priporočeni premer šobe za smaragdno barvo je 0,5 mm ali več.
Barvni pridih so barve s posebnim pigmentom, ki deluje na podlagi prelomnih kotov, kar povzroči močno spremembo barvnega odtenka. Barvni prehod teh barv je gladek in jasno viden tudi pri šibki svetlobi, učinek pa je še bolj izrazit na neravnih predmetih z ostrimi gubami. Svetle barve najbolje izstopajo na temnem ozadju (črna barva ozadja). Želeni učinek dosežemo z nanosom enega do dveh tankih slojev črne osnovne barve z dvema do štirimi nanosi barve Flair. Redčenje teh barv ni priporočljivo, vendar dodajte razredčilo le v majhnih količinah, če je potrebno, da preprečite pretirano redčenje barve. Priporočeni premer šobe za smaragdne barve je 0,5 mm ali več.
Bleščeče barve to so barve z rahlim šimrom. Njihova velikost delcev je manjša kot pri barvah Hot Rod. Te barve so prosojne s polsjajnim videzom. Najbolj izstopajo na temnem ozadju (črna barva ozadja). Želeni učinek bo dosežen z nanosom enega do dveh tankih slojev črnega temeljnega premaza in dveh do štirih slojev bleščeče barve. Priporočeni premer šobe za bleščeče barve je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0,2 mm.
Kozmične barve to so barve z učinkom finega zvezdnega prahu. Njihova velikost delcev je manjša kot pri barvah Hot Rod. Te barve so prosojne s polsijajnim videzom. Najbolje izstopajo na temnem ozadju (črna barva ozadja). Želeni učinek dosežemo z nanosom enega do dveh tankih slojev črne osnovne barve z dvema do štirimi nanosi barve Cosmic. Za dosego sijajne barve se barve Cosmic zmešajo s prozornimi ali sladkarijami. Za niansiranje dobljene barve je treba na barvno podlago Cosmic nanesti dva do pet slojev katere koli prozorne barve. Barve prostora lahko tudi mešate med seboj, da dosežete bolj živ barvni učinek. Uporabite lahko tudi njihov svetleči učinek in nanesete na podlago katere koli neprozorne barve. Priporočen premer šobe za barve Cosmic je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0,2 mm.
Barve Hotrod oživijo tako imenovane "retro barve" 50-60 avtomobilov. leta, kar ustvarja zelo impresiven svetleč učinek, ki sveti in se sveti v neposredni svetlobi. Te barve najbolje izstopajo na temnem ozadju (črna barva ozadja). Želeni učinek dosežemo z nanosom enega do dveh tankih slojev črne osnovne barve, ki ji sledi dva do štiri sloje barve Hot Rod. Za dosego sijaja je treba barve Hot Rod mešati neposredno s prozornimi ali sladkarskimi barvami. Za dotik nastale barve na podlago Hot Rod nanesite enega do štiri sloje katere koli prozorne barve. Barve Hot Rod lahko tudi mešamo med seboj za bolj živahen barvni učinek. Priporočeni premer šobe za barvo Hot Rod je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0,2 mm.
Barve sladkarij so koncentrirane barve visokega sijaja, ki so tudi po popolnem sušenju videti kot sveže razpršena barva (polni sijajni učinek se pojavi šele po nanosu zgornje plasti). Čeprav se barve Candy uporabljajo kot osnova za temeljni premaz, se v mnogih pogledih razlikujejo od klasičnih osnovnih barv. Sladkarske barve brez laka so zelo dovzetne za poškodbe in jih ne smemo neposredno maskirati (pred maskiranjem morajo biti popolnoma suhe in obarvane). Pri uporabi Candy barv je treba čim prej nanesti zgornji premaz, saj ščiti barvo pred umazanijo in prstnimi odtisi, na katere je ta barva zelo dovzetna. Pri škropljenju velikih površin je priporočljivo mešati barve Candy s prozorno podlago zaradi njihove visoke koncentracije. Potrebno je, da se barva popolnoma posuši, na prostem lahko traja nekaj ur. Priporočeni premer šobe za barve Candy je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0 mm.
Barva aluminija na voljo v treh različnih stopnjah glede na velikost zrn: fino, srednje, grobo. Je zelo odsevna in namenjena predvsem kot podlaga za rožice iz sladkarij. Uporablja se lahko sam za ustvarjanje aluminijastega ali kovinskega učinka ali kot osnovni premaz za prozorne barve za ustvarjanje katerega koli odtenka z odsevnim učinkom. Druga možna uporaba je brizganje različnih vrst aluminijastih barv (fina, srednja, groba) in nato nanašanje poljubne barve Candy. Rezultat je sijoča barva s prehodom med zrni aluminija različnih velikosti. Barva za aluminij je dobro prekrivna in en nanos običajno zadostuje za celotno poslikavo. Priporočen premer šobe za barve za aluminij je 0,5 mm ali več. Premer šobe 0,3 oz. Če so barve bolj razredčene, lahko uporabite 0,2 mm.
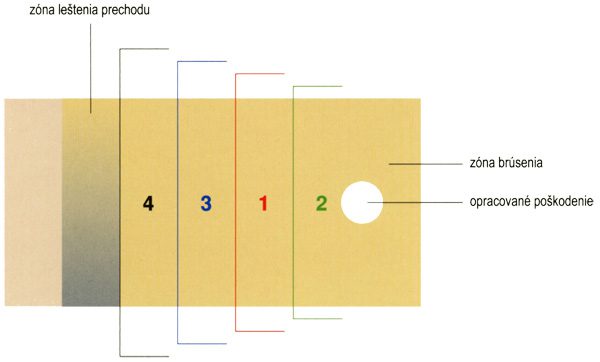
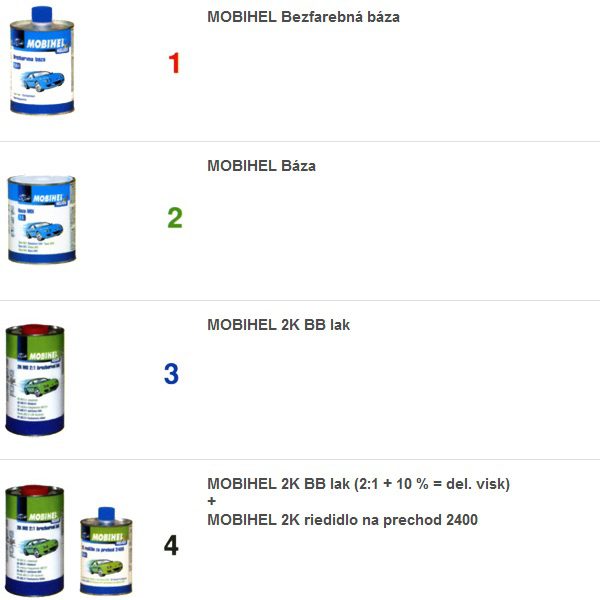
Slikanje s pršenjem
Trenutni hitri časi silijo lastnike vozil, da kar najbolje izkoristijo svoje motorne kolege in jih čim bolje izkoristijo. Prav tako poveča pritisk na stopnjo popravil, vključno z barvanjem. Če gre za manjšo poškodbo, se uporablja za skrajšanje časa in znižanje stroškov tako imenovanega delnega popravila za barvanje - sprej. Na trgu obstajajo specializirana podjetja, ki imajo razvite sisteme, ki omogočajo takšno delo.
Pri barvanju baze se srečujemo s tremi težavami:
- Odstopanje odtenka nove podlage glede na originalni premaz - nanj vplivajo skoraj vsi dejavniki: temperatura, viskoznost, tlak, debelina sloja itd.
- Pojav svetlejše črte podlage na delih, kjer pršimo (prah) in poskušamo ustvariti razpršilo.
- Kombinacija nove prozorne barve s staro, nepoškodovano barvo.
Tej težavi se običajno lahko izognemo, če sledimo navodilom za pravilno pripravo površine pred barvanjem in uporabimo materiale, ki so namenjeni takemu barvanju.
Shema razpršilne barve
Popravilo karoserije
Popravilo karoserije po metodi PDR (brez barvanja vdolbin)
Z uporabo metode PDR je mogoče hladno poravnati dele ohišja iz pločevine z manjšimi poškodbami, na primer zaradi šoka med parkiranjem, vrat drugega avtomobila, vandalizma, toče itd. Metoda PDR ni bila razvita samo za hitro in strokovno popraviti te poškodbe po nizki ceni, predvsem pa ohraniti prvotno barvo in barvo brez potrebe po brušenju, brušenju in prebarvanju poškodovanega območja.
Metoda PDR izvira iz 80. let, ko je tehnik Ferrarija poškodoval vrata enega od proizvedenih modelov in ni imel sredstev, potrebnih za nadaljnja popravila. Zato je poskušal obnoviti vrata s stiskanjem rjuhe z železno ročico. Nato je to tehniko uporabil še nekajkrat in jo tako izboljšal do te mere, da je spoznal možnost bolj spontanega. bolj razširjeno uporabo te metode in se odločil, da odide v ZDA in uporabi to tehnologijo za zaslužek, hkrati pa jo je patentiral. Šele v naslednjih dvajsetih letih se je ta metoda razširila na evropsko celino, kjer je, tako kot v Ameriki, dosegla velik uspeh in postala še bolj razširjena.
Prednosti:
- Ohranjanje originalnega laka, brez kita, aerosolov in podobnega, je zelo pomembno predvsem pri vedno novih avtomobilih. Razlog je očiten: v mnogih primerih je mogoče ohraniti originalno barvo iz tovarne pred škropljenjem, kar je zelo pomembno za nove, še neprodane avtomobile.
- Znatno skrajšanje časa popravila v primerjavi s klasičnim barvanjem se ta metoda popravila izvede nekajkrat hitreje.
- Zmanjšani stroški popravil – Manj časa, porabljenega za popravila, in manj porabljenega materiala zmanjšajo stroške popravil.
- Po popravilu ne bo nobenih sledi - po zaključku takih popravil bo površina dela kot nova.
- Tesnilna masa se ne uporablja, zato je območje, ki ga je treba popraviti, tako odporno kot drugi deli dela na različne obremenitve, brez nevarnosti, da bi tesnilo razpokalo.
- Možnost popravila neposredno pri stranki. Ker popravilo zahteva večinoma usposobljene roke mehanika in nekaj orodja, lahko poškodovano območje popravimo skoraj povsod in kadar koli.
Postopek popravila
Postopek popravila temelji na postopnem iztiskanju pohabane pločevine iz notranjosti karoserije, ne da bi pri tem poškodovali barvo. Tehnik spremlja površino karoserije avtomobila v luči pritrdilne svetilke. Površinske nepravilnosti izkrivljajo odboj svetlobe, zato lahko tehnik določi natančno lokacijo in stopnjo prelivanja. Sam tisk poteka postopoma, zahteva spretnost in uporabo posebnih orodij in naprav različnih oblik.


